Replace GE IS200EPDMG1BAA MOVs After Lightning Surges?
Should You Replace the MOV on the GE IS200EPDMG1BAA Board After a Lightning Strike?
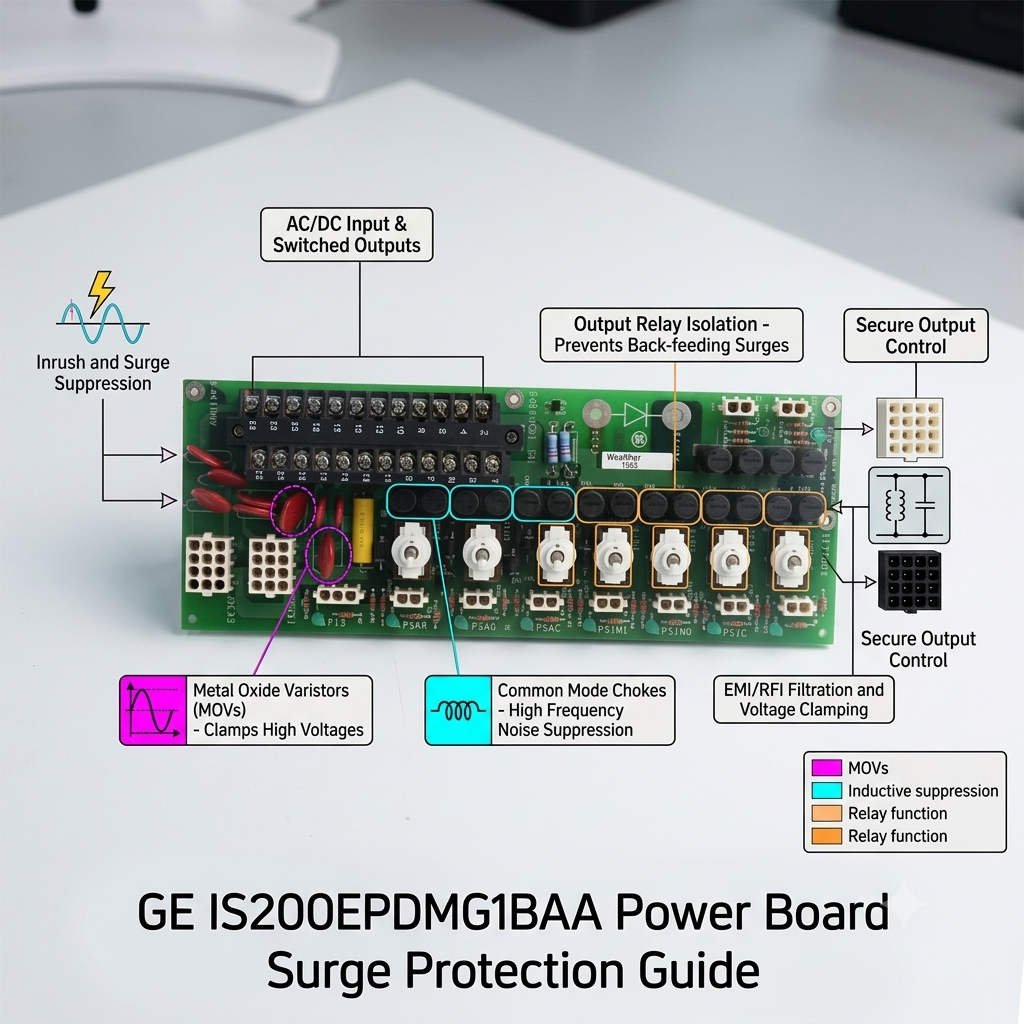
In high-availability heavy industries, unseen electronic degradation poses a severe threat to operational continuity. The GE IS200EPDMG1BAA Power Distribution Board serves as a foundational power conditioning component. It supports critical Mark VI, Mark VIe, and EX2100 control systems. A core element of its protective layout is the Metal Oxide Varistor (MOV). However, field technicians often wonder if they must replace an internally stressed MOV that looks perfectly fine. This article explores the hidden degradation mechanisms of surge protection in critical infrastructure.

GE IS200EPDMG1BAA Power Board Surge Protection Guide
The Functional Role of the IS200EPDMG1BAA in Factory Automation
The IS200EPDMG1BAA board safely allocates control power across complex modern turbine and excitation cabinets. It ensures steady DC and AC voltage delivery to sensitive I/O packs and processing cores. Consequently, any failure on this board can interrupt communication networks or drop key field outputs. The integrated MOVs act as the primary defense mechanism against incoming voltage spikes. Therefore, the board absorbs high-energy disturbances before they reach microprocessors downstream.
Technical Principles of Cumulative MOV Aging and Clamping Deviations
An MOV does not always clear a fault by exploding or scorching its exterior shell. Instead, the internal zinc oxide microstructure degrades incrementally with each absorbed surge event. High-transient lightning currents create microscopic conduction paths inside the component matrix. As a result, the device experiences an immediate increase in baseline leakage currents. This hidden wear lowers the original clamping voltage threshold over time without showing any visual clues. A compromised component will ultimately fail to protect adjacent circuits during subsequent overvoltage transients.
Industry research from the IEEE Standards Association indicates that over 30% of surge module failures involve cumulative silent degradation. When clamping voltage stability drifts, downstream insulation experiences much higher electrical stress during power fluctuations. This continuous strain shortens the life expectancy of connected power supply modules. Furthermore, increased leakage current generates internal localized heating on the circuit board. This thermal stress can eventually provoke random controller resets and unexplained diagnostic alarms.
Application Scenarios and Selection Criteria for Advanced Power Boards
Power distribution reliability remains paramount in oil & gas facilities, chemical plants, and remote compressor skids. These exposed environments frequently experience direct lightning activity and severe switching transients. Choosing the IS200EPDMG1BAA ensures that your control network complies with strict industrial transient safety margins. However, sourcing replacement components requires thorough validation of your specific cabinet layout. Engineers must carefully match the product revision suffix to ensure absolute mechanical and electrical compatibility.
Replacing a legacy power distribution board involves verifying firmware boundaries and matching power supply connections. Some earlier module iterations lack the exact fuse ratings found on the “1BAA” version. Therefore, unverified substitution can create protection gaps or cause premature branch trips during normal operations. For accurate selection data and genuine replacement parts, procurement specialists frequently collaborate with Powergear X Automation Limited.
Field Maintenance Rules for High-Risk Surge Infrastructure
- ✅ Electrical Verification: Perform leakage current and insulation testing rather than relying solely on visual inspection.
- ⚙️ Upstream Inspection: Check primary surge protective devices and cabinet grounding paths during every turnaround.
- 🔧 Proactive Replacement: Swap out the power board if nearby lightning trips external breakers or corrupts baseline data.
Strategic Insights from Powergear X Automation Limited
At Powergear X Automation Limited, we prioritize structural reliability over simple visual diagnostics. In high-stakes industrial automation, treating surge protection as a disposable asset is the safest operational approach. Proactive replacement of a potentially weakened board prevents catastrophic downtime that can easily cost thousands of dollars per minute. To view our full inventory of verified control components, explore our solutions at https://www.powergearx.com/.
Real-World Solutions for Turbine Control Rooms
In a coastal power station, a severe storm induced a major voltage surge across the main excitation busbar. The IS200EPDMG1BAA board continued operating normally, and visual checks revealed no physical damage. However, the maintenance team followed proactive protocols and replaced the distribution card during a brief outage. Subsequent bench tests proved the original MOV had lost 40% of its surge capacity. This preventive step saved the plant from a total turbine trip during a secondary storm two weeks later.
Frequently Asked Questions (FAQ)
1. How can a field technician test an MOV on the power board without specialized lab equipment?
You can use a high-voltage insulation tester to check the varistor voltage at a specified DC leakage current. If the measured voltage deviates significantly from the original manufacturer specifications, the internal structure is degraded.
2. Can I replace just the individual degraded MOV on the board instead of buying a new card?
While physically possible, component-level soldering on multilayer industrial boards is not recommended for live field environments. It voids certifications, alters trace impedance, and may introduce hidden micro-cracks into nearby paths.
3. Does the system generate a specific diagnostic alarm when the MOV begins to wear out?
Standard systems do not monitor individual MOV degradation paths directly. Instead, you might see secondary symptoms like unstable branch power supply logs or random I/O faults caused by unmitigated transient noise.