Fix ABB PM861 Reboot: SD834 Power Ripple Diagnosis Guide
Diagnosing ABB PM861 reboots: How to detect aging capacitors in SD834 power supplies online
In industrial automation, the ABB 800xA Distributed Control System (DCS) stands as a benchmark for process reliability. Within this ecosystem, the ABB SD834 power supply module serves a critical role by delivering stable 24VDC power to PM861 processors, communication interfaces, and critical I/O clusters. However, field engineers frequently encounter a highly elusive system fault: unexpected, random PM861 controller reboots that lack explicit hardware error logs.
Through extensive field diagnostics, our technical team at Powergear X Automation traced the root cause of these phantom trips to degraded smoothing capacitors inside legacy SD834 modules. When these internal components age, they fail to suppress high-frequency switching noise, which injects excessive AC ripple voltage into the 24VDC bus line. Because standard digital multimeters (DMM) only display the averaged DC voltage, the underlying power instability remains completely hidden during routine maintenance checks.
The true risk of power ripple in critical control systems
The core value of an industrial-grade power supply lies in its ability to maintain voltage purity under varying load conditions. In mission-critical sectors like chemical processing, oil and gas, and pharmaceutical manufacturing, a power anomaly can trigger catastrophic operational downtime.
When the output ripple voltage of an SD834 module exceeds acceptable thresholds, it destabilizes the internal logic circuits of downstream hardware. Consequently, field technicians observe intermittent communication drops, false I/O diagnostics, corrupted flash memory writes, and failed redundancy switchovers. Powergear X Automation strongly recommends treating power supply diagnostics not merely as a peripheral check, but as a core pillar of your proactive facility maintenance strategy.
Technical insights into capacitor degradation and ESR
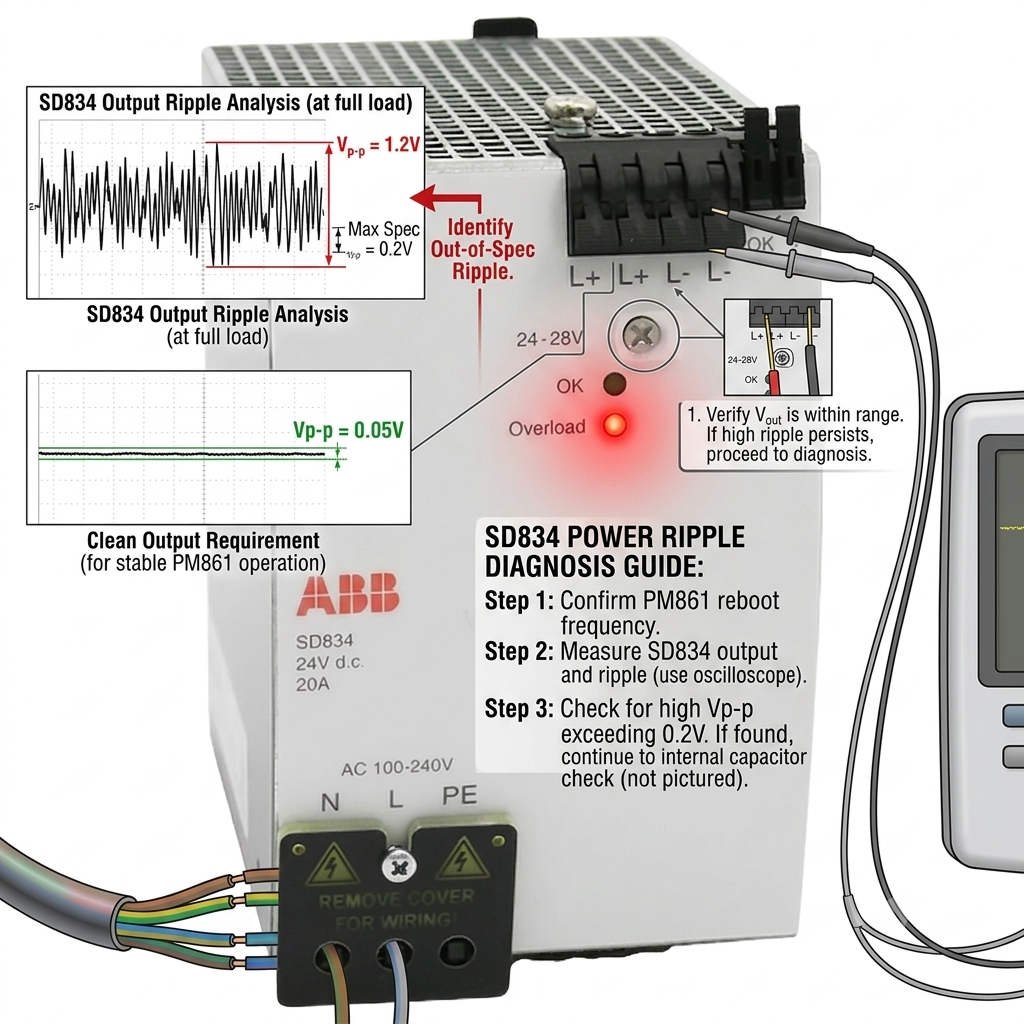
To accurately evaluate power supply health, engineers must analyze output ripple, hold-up time, and Equivalent Series Resistance (ESR). Standard factory specifications state that a healthy SD834 module must maintain a peak-to-peak ripple voltage well below 100mVp-p.
| Output Ripple Peak-to-Peak (mVp-p) | Risk Assessment Level | Recommended Action Plan |
|---|---|---|
| < 100 mVp-p | Normal Operation | Continue routine annual monitoring. |
| 100 to 200 mVp-p | Marginal Degradation | Increase inspection frequency. |
| 200 to 500 mVp-p | Significant Capacitor Decay | Schedule module replacement soon. |
| > 500 mVp-p | Critical Failure Risk | Replace the power supply immediately. |
As electrolytic capacitors age, their chemical electrolyte gradually dries out, which causes the ESR to spike exponentially. According to the industry-standard Arrhenius “10°C Rule,” the operational lifespan of an electrolytic capacitor halves with every 10°C increase in ambient operating temperature. Inside poorly ventilated cabinet environments where temperatures exceed 45°C, an SD834 module nearing 5 to 8 years of continuous service poses a high risk for sudden voltage drops during transient load steps, leading to CPU power failure logs.
Step-by-step guide for online oscilloscope ripple measurement
Validating power quality requires capturing high-frequency noise that standard tools miss, meaning a digital oscilloscope is required for accurate diagnostic testing.
- Step 1: Establish the measurement point
Always connect your test probes directly to the +24V and 0V output terminals of the SD834 module. Do not measure at a distant I/O terminal block because long cable runs introduce external electromagnetic interference (EMI) and line voltage drops that skew your baseline data. - Step 2: Configure the oscilloscope parameters
Set the input channel coupling to AC to block the 24VDC offset. Limit the channel bandwidth to 20MHz to filter out irrelevant high-frequency ambient radio noise. Utilize a standard 10X attenuation probe and set your time base to 5ms/div with a vertical sensitivity of 50mV/div. - Step 3: Utilize a spring ground lead
Discard the standard long alligator ground clip during this test. A long ground wire acts as an antenna that absorbs stray ambient noise, creating false voltage spikes. Instead, use a short metallic ground spring directly at the probe tip to achieve a clean, accurate signal path. - Step 4: Execute tests under full load
Never evaluate a power supply solely under open-circuit or no-load conditions. Ensure the system is operating normally with all PM861 processors, communication links, and I/O cards fully energized to observe the true worst-case ripple profile.
Advanced diagnostic testing via load perturbation
If an oscilloscope is unavailable on-site, a high-end digital multimeter featuring dual AC+DC measurement capabilities can serve as an initial screening tool. A healthy 24VDC rail should display an AC component below 30mVAC. If the value exceeds 100mVAC, further validation is required.
To confirm capacitor aging without opening the hardware casing, engineers can perform a controlled load perturbation test. First, record the baseline AC ripple voltage of the running system. Next, temporarily connect a safe, auxiliary resistive load to increase the power draw by 10% to 20%. If the ripple voltage jumps by more than 50% or if the PM861 status LEDs flicker, the internal capacitors have lost their buffering capacity due to elevated ESR, signaling that the module requires immediate refurbishment.
Industrial Application Scenario: Petrochemical Compressors
Consider a real-world scenario involving a major petrochemical plant utilizing an ABB AC800M controller to manage a critical gas compressor train. The system suffered from spontaneous, unprovoked PM861 reboots every few weeks, disrupting production.
Plant technicians initially suspected a processor firmware glitch or a localized grounding loop. However, an on-site oscilloscope evaluation revealed that while the steady-state voltage read a clean 24.02VDC on a multimeter, the actual peak-to-peak ripple voltage spiked to 620mVp-p whenever the cabinet cooling fans cycled on. Replacing the decade-old SD834 hardware immediately restored clean power and eliminated the erratic controller trips, saving the facility thousands of dollars in potential emergency downtime.
If your facility relies on aging legacy hardware to maintain continuous production, proactive hardware renewal is crucial. Explore our comprehensive inventory of verified, high-reliability control components and power solutions at Powergear X Automation to secure your system’s uptime.
Frequently Asked Questions (FAQ)
Q1: Should I immediately replace the PM861 CPU if it registers a “Power Failure” reboot log?
No. Field data indicates that over 70% of random controller reboots stem from poor external power quality or aging power supplies rather than physical defects within the CPU itself. Always verify the output ripple voltage and terminal torque tightness of your SD834 module before condemning expensive processor hardware.
Q2: What is the typical operational lifespan of an ABB SD834 power module?
While industrial power supplies do not feature a fixed expiration date, their internal electrolytic capacitors degrade predictably over time. In optimal environments (under 25°C), these modules reliably serve for 8 to 10 years. In hotter process environments (above 45°C), preventive replacement should occur every 4 to 6 years.
Q3: Can I mix different product revisions of the SD834 during a live system replacement?
Yes, newer revisions of the SD834 are generally backward compatible with older AC800M controller chassis. However, prior to executing a hot-swap or live migration, always cross-reference the official ABB hardware compatibility matrix against your specific 800xA system firmware version to prevent minor revision mismatches from disrupting the redundant power bus.