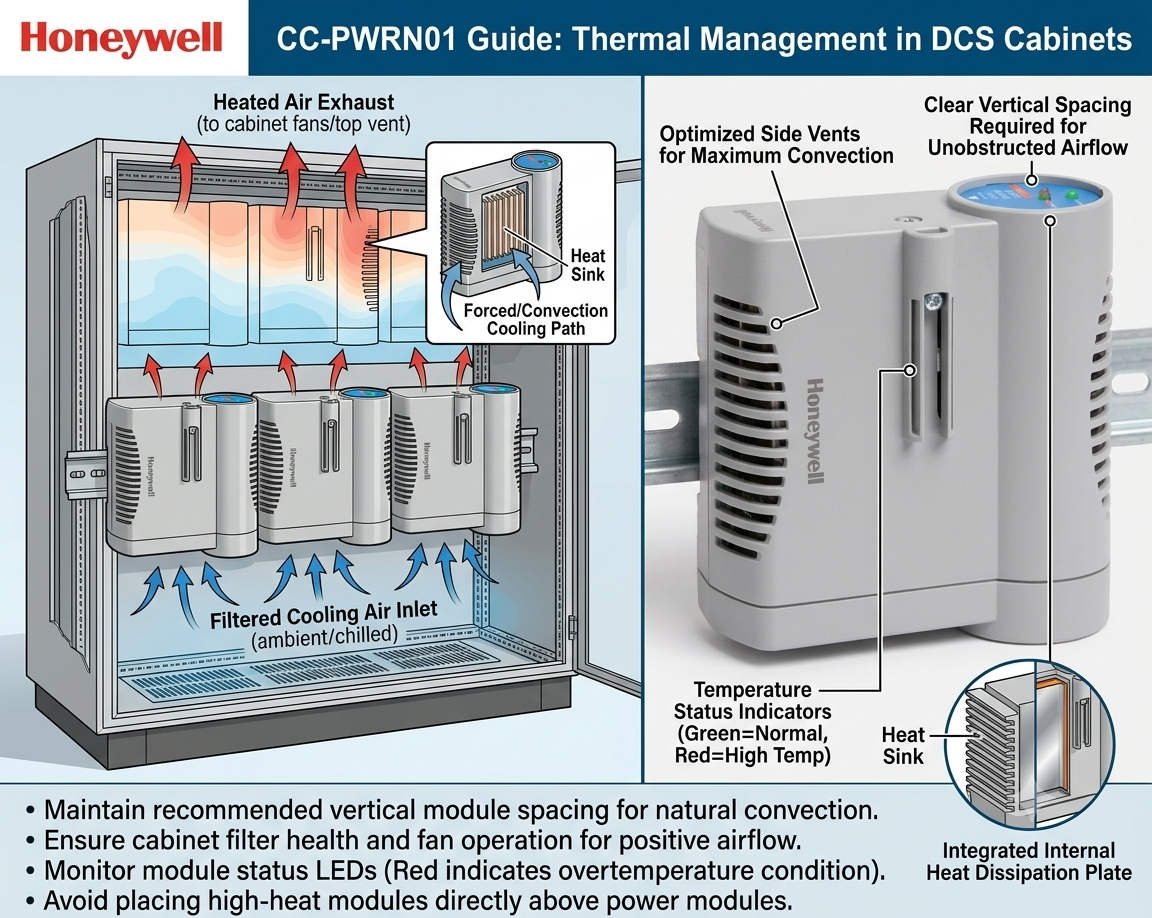
Preventing Industrial EMI: CC-TDI110 Installation Best Practices
Maximizing Signal Reliability with the Honeywell CC-TDI110 Digital Input Module
The Core Role of Digital Inputs in DCS Reliability
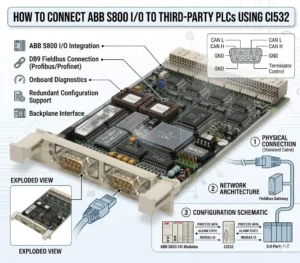
Modern industrial automation relies on precise data acquisition from field devices to the Distributed Control System (DCS). The Honeywell CC-TDI110 Digital Input Module serves as a critical bridge in this communication chain. Specifically, it excels in high-power environments like petrochemical plants and heavy manufacturing lines. Maintaining signal integrity is paramount in these settings. Consequently, engineers must prioritize proper shielding to prevent costly false trips or missed alarms.

Preventing Industrial EMI CC-TDI110 Installation Best Practices_
Enhancing Isolation Against Electromagnetic Interference
The CC-TDI110 features robust channel-to-channel and channel-to-ground isolation. This design allows the module to detect digital states accurately despite nearby high-voltage cables. However, isolation alone cannot solve all noise problems. Electrical noise often originates from poor cable routing rather than internal component failure. Therefore, system integrators should treat internal isolation as a secondary defense rather than a primary solution.
Managing Common-Mode Noise in VFD Environments
Industrial facilities frequently utilize large motors and Variable Frequency Drives (VFDs). These devices generate significant Common-Mode Interference that can overwhelm standard control systems. The CC-TDI110 offers a high tolerance to this noise, ensuring stable performance. Nevertheless, if signal cables sit too close to power lines, induced voltages might exceed these rejection thresholds. Reliable factory automation requires a strict physical separation between signal and power conductors.
Advanced Input Filtering and Debounce Mechanisms
Transient noise can trigger nuisance alarms if a module lacks proper filtering. The CC-TDI110 addresses this through configurable debounce times that suppress short-lived electrical spikes. While these filters improve stability, they are not a cure for chronic interference. Excessive noise persisting beyond the filter window can still cause unintended shutdowns. As a result, Powergear X Automation recommends validating filter settings during the commissioning phase.
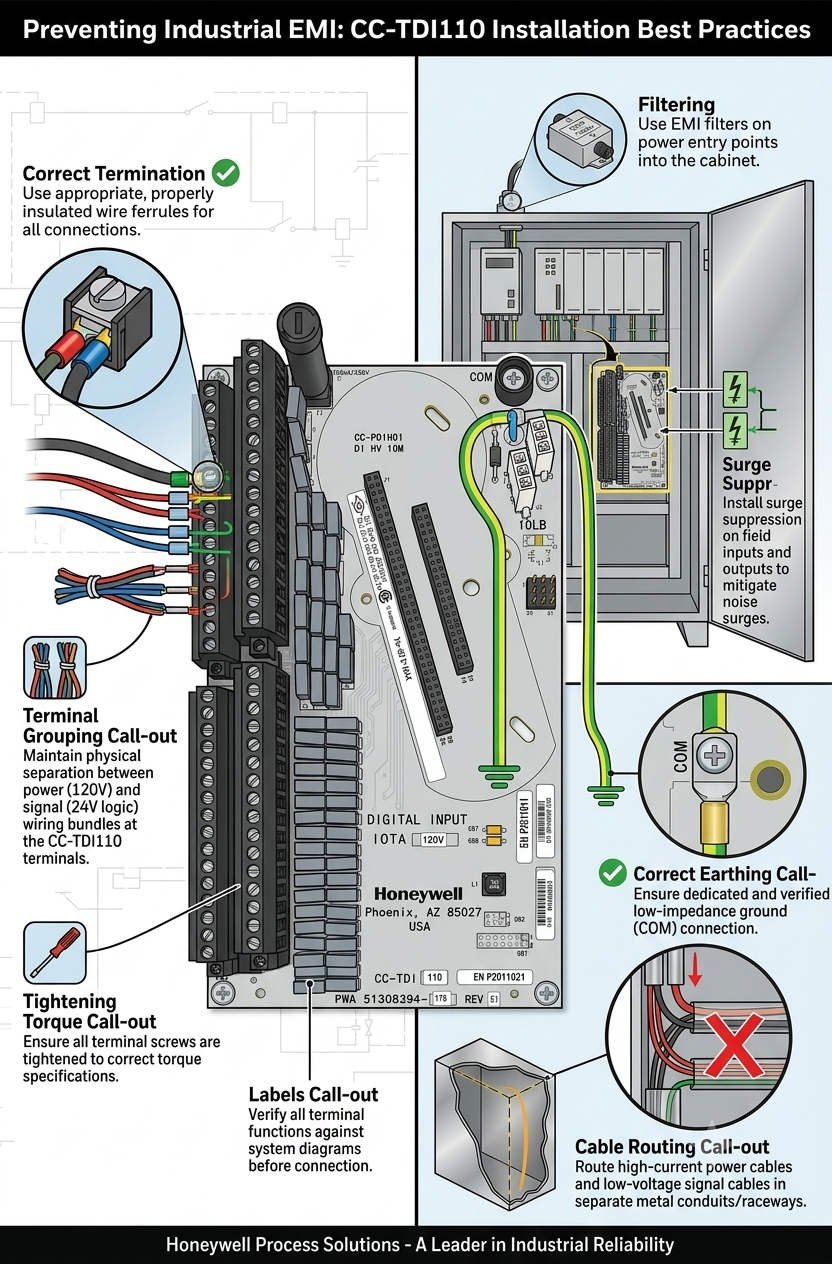
Best Practices for Shielded Cable Installation
Proper installation is the foundation of long-term system stability. When routing signals near motor feeders or lines exceeding 220V AC, always use shielded twisted-pair cables. Maintain at least 300 mm of clearance according to IEC 61000-5-2 guidelines. Furthermore, ensure any unavoidable crossings occur at a 90-degree angle. This technique effectively minimizes inductive coupling and preserves the purity of the digital signal.
Critical Shield Grounding and Segregation Strategies
A frequent mistake in the field involves grounding cable shields at both ends. This creates ground loops that introduce more noise into the system. For the CC-TDI110, engineers should ground the shield only at the DCS cabinet. Additionally, never share cable trays between high-current power lines and sensitive signal wires. We have observed cases where segregating cables into dedicated metallic trays instantly resolved intermittent DI flickering.
Strategic Insights from Powergear X Automation
In our experience at Powergear X Automation, hardware quality is only half the battle. The CC-TDI110 is a world-class module, but its performance depends on the surrounding infrastructure. We recommend a “holistic shielding” approach that combines high-quality Honeywell hardware with strict adherence to IEC standards. Investing in proper wiring today prevents expensive downtime in the future.
Technical Summary Checklist
- Use shielded twisted-pair cables for all digital inputs.
- Ground shields at the DCS side only to prevent loops.
- Maintain 300 mm separation from high-power cables.
- Configure debounce times to match field device characteristics.
- Install Surge Protection Devices (SPD) in lightning-prone areas.
Practical Application Scenarios
- Refinery Safety Interlocks: Ensuring emergency shutdown valves report status without EMI-induced false positives.
- Power Plant Turbine Control: Monitoring high-speed digital states near heavy electrical switching equipment.
- Chemical Batch Processing: Maintaining accurate sequence control where VFDs are used extensively for agitation.
Expert FAQ: CC-TDI110 Implementation
Q1: How do I choose between the CC-TDI110 and legacy Honeywell DI modules?
Evaluate your current electromagnetic environment first. While the CC-TDI110 is often backward compatible, it offers superior noise rejection features necessary for modern VFD-heavy plants. If your facility has upgraded its power hardware, upgrading your I/O modules is a wise technical move.
Q2: What is the most common cause of “flickering” signals in new installations?
Usually, it is a grounding issue. Ensure your shields are not creating loops and check for 90-degree crossings at power intersections. If the issue persists, increase the software debounce time slightly within the DCS configuration.
Q3: Does this module require specialized maintenance during its lifecycle?
The CC-TDI110 is largely maintenance-free. However, we recommend annual inspections of the terminal blocks and grounding bars. Loose connections are a silent killer of signal integrity in high-vibration industrial settings.