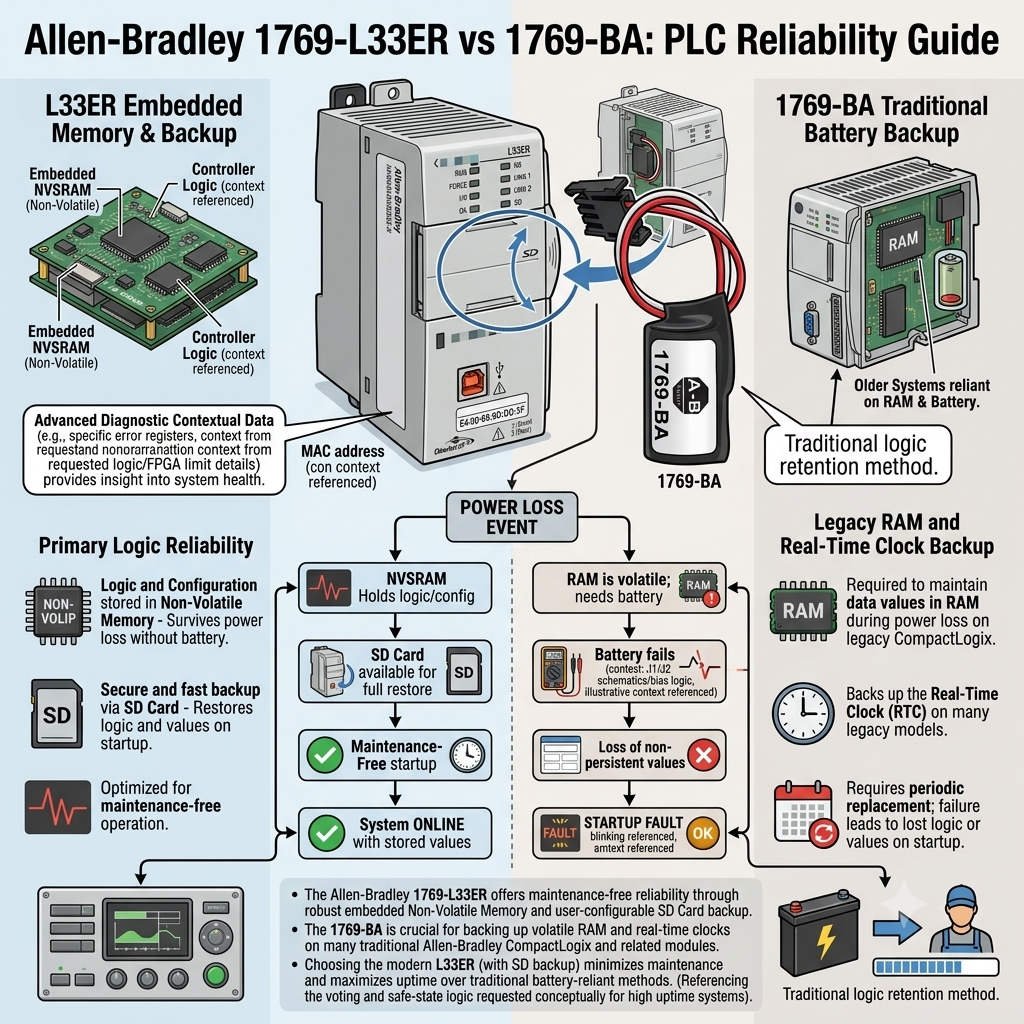
Allen-Bradley 1769-L33ER vs 1769-BA: PLC Reliability Guide
Optimizing Industrial Uptime: From 1769-BA Batteries to 1769-L33ER Controllers
The Critical Role of Power Backup in Legacy Control Systems
In traditional factory automation, the 1769-BA battery serves as a vital safeguard for legacy CompactLogix controllers. This lithium cell maintains volatile RAM during power interruptions. Without a functional battery, a controller loses its entire user program and tag data. Consequently, unplanned outages often result in extensive recovery times. Maintenance teams must then manually re-download code via Studio 5000. This vulnerability creates a significant risk for continuous processes like chemical manufacturing or pharmaceutical production.
Allen-Bradley 1769-L33ER vs 1769-BA PLC Reliability Guide
Transitioning to Battery-Free Reliability with 1769-L33ER
Modern engineering standards prioritize hardware that eliminates single points of failure. The 1769-L33ER represents a major technological leap in the Allen-Bradley CompactLogix family. Unlike its predecessors, this controller utilizes non-volatile flash memory to store logic. It effectively removes the dependency on the 1769-BA battery for data retention. As a result, the system remains robust during extended power losses. This architecture is particularly beneficial for remote oil and gas assets where routine maintenance is difficult.
Technical Comparison: Volatile RAM vs. Non-Volatile Flash
Understanding the underlying memory mechanics is essential for system selection. Older L3x series controllers rely on battery-backed SRAM. If the 1769-BA fails while power is off, the RAM clears instantly. However, the 1769-L33ER writes data to internal flash memory. This design ensures the program survives indefinitely without external power. Furthermore, the L33ER supports dual Ethernet/IP ports for DLR (Device Level Ring) topologies. This integration improves both data security and network resilience compared to older serial-based units.
Impact of Environmental Factors on Battery Longevity
Field data suggests that ambient temperature dictates the lifespan of industrial batteries. A standard 1769-BA typically lasts about five years under ideal conditions. Nevertheless, high-heat environments like steel mills can reduce this by 50%. Frequent power cycling also accelerates the depletion of the lithium cell. Automation managers should implement predictive replacement schedules to avoid CPU faults. Alternatively, upgrading to battery-free controllers like the 1769-L33ER simplifies the long-term maintenance of the control cabinet.
Best Practices for Installation and Migration
- Live Replacement: Always swap 1769-BA batteries while the PLC power is on to protect memory.
- Firmware Verification: Ensure your Studio 5000 version supports the L33ER hardware profile before migration.
- Code Documentation: Maintain a current .ACD backup file regardless of your memory type.
- SOP Updates: Remove battery inspection steps from your PM checklists after installing L33ER units.
- Thermal Control: Keep control panels below 40°C to protect sensitive electronic components.
B2B Solution Scenarios
- Remote Pump Stations: Use the 1769-L33ER to ensure the station reboots instantly after a power failure without technician intervention.
- High-Speed Packaging: Deploy L33ER controllers to utilize integrated Motion over Ethernet/IP for better synchronization.
- Legacy Plant Refresh: Replace aging L32E units with L33ER controllers to eliminate the 1769-BA replacement cycle.
Expert FAQ
Q: Can I use a 1769-BA battery in a 1769-L33ER controller?
A: No, the L33ER does not have a battery slot. It uses an internal capacitor and flash memory for data retention.
Q: What happens if my L32E battery light turns red?
A: This indicates a low voltage state. You must replace the battery immediately while power is applied to avoid losing the program.
Q: Is the 1769-L33ER compatible with my existing 1769 I/O modules?
A: Yes, it supports the standard 1769 Compact I/O bus, making it an excellent drop-in replacement for older systems.

 Why AI523 is the Top Analog Input Choice for Industrial Automation
Why AI523 is the Top Analog Input Choice for Industrial Automation