HIMA X-BLK03 Guide: Airflow Management in HIMax Racks
The Critical Role of HIMA X-BLK03 Blank Panels in HIMax Safety System Thermal Management
Beyond Aesthetics: The Functional Necessity of the X-BLK03
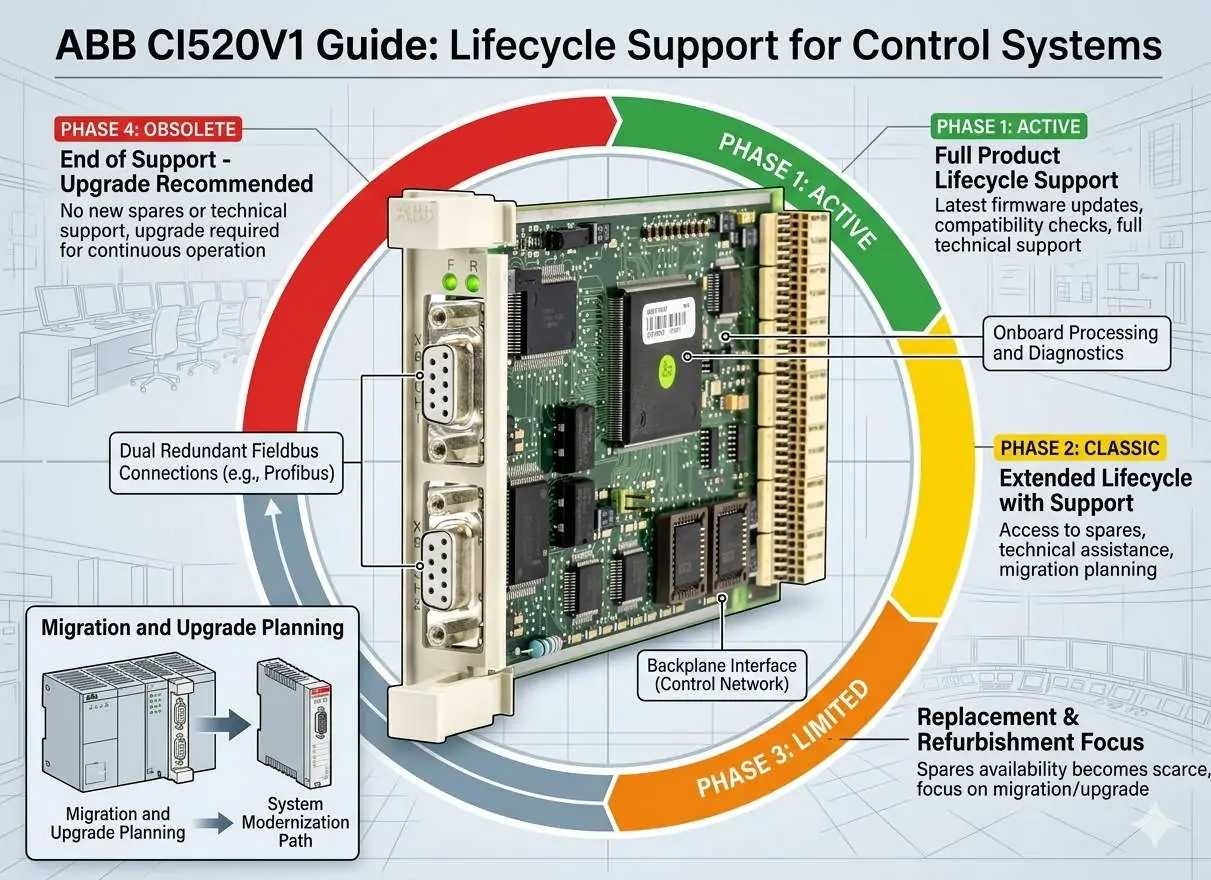
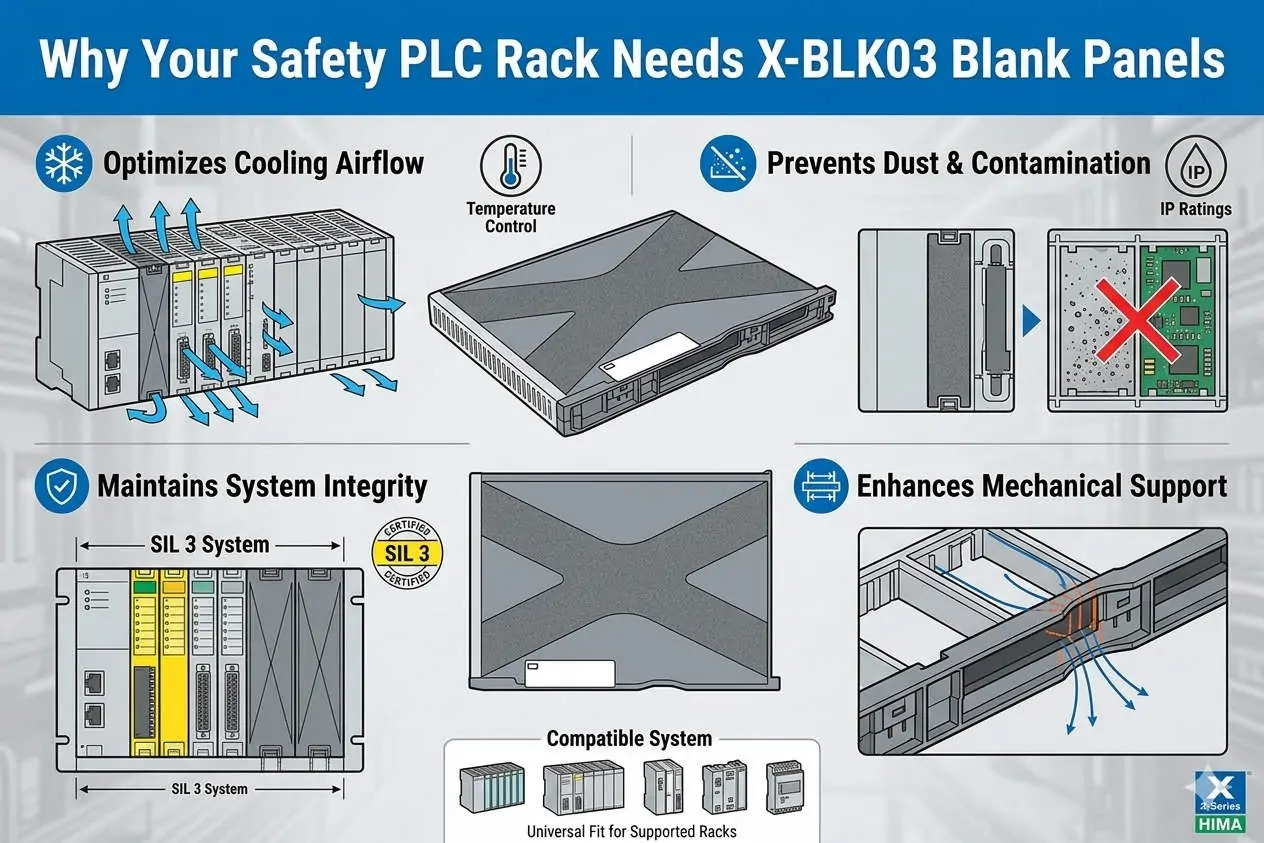
In high-stakes environments like oil and gas or power generation, every component must serve a safety function. The HIMA X-BLK03 blank panel is far more than a cosmetic filler for empty rack slots. It acts as a critical airflow regulator within the HIMax chassis. By sealing unused slots, the X-BLK03 maintains the internal pressure needed for efficient heat dissipation. This ensures that safety-instrumented systems (SIS) remain within their certified temperature ranges during continuous operation.

Why Your Safety PLC Rack Needs X-BLK03 Blank Panels
Optimizing Airflow and Thermal Stability in DCS Racks
Industrial control systems rely on predictable convection currents to cool sensitive processors and I/O modules. When an engineer leaves a slot open, the intended thermal channel collapses. Hot air begins to recirculate within the rack instead of exhausting through the top vents. Consequently, localized “hot spots” develop, which can prematurely age electronic components. According to industry reliability data, operating a PLC just 10°C above its rated temperature can halve its expected lifespan.
Enhancing EMC Shielding and Environmental Protection
The X-BLK03 also provides vital protection against electromagnetic interference (EMC) and physical contaminants. Open slots serve as entry points for airborne dust or conductive particles common in cement and chemical plants. These particles can settle on backplanes, eventually causing short circuits or signal degradation. Moreover, the metal-backed design of the X-BLK03 maintains the Faraday cage effect of the rack. This shielding protects the system from external high-frequency noise that could trigger intermittent faults.
Strategic Installation and Maintenance Best Practices
Proper planning during the initial cabinet layout prevents long-term thermal failures. We recommend these essential steps for field technicians:
- ✅ Slot Coverage: Install X-BLK03 panels in every unused slot from day one of commissioning.
- ⚙️ Ventilation Clearance: Maintain at least 100mm of vertical clearance above and below the HIMax rack.
- 🔧 Preventive Audits: Verify the presence of all blank panels during annual safety integrity level (SIL) audits.
- 🛡️ Component Integrity: Ensure the panel screws are tightened to maintain ground contact for EMC effectiveness.
Expert Commentary from Powergear X Automation Limited
At Powergear X Automation Limited, we often see thermal issues dismissed as “minor” until a CPU module trips. In SIL-3 rated environments, thermal stability is a prerequisite for safety. We advise against using third-party or “homemade” covers for HIMax racks. Generic alternatives rarely meet the specific flame retardancy standards (UL 94-V0) or the airflow resistance profiles of the original HIMA equipment. Investing in genuine X-BLK03 panels is a small price for maintaining system uptime and compliance.
Addressing Temperature Derating in Safety Systems
Most industrial automation hardware includes a derating curve, where performance drops as ambient temperatures rise. Without blank panels, a rack might operate at 55°C even if the room is only 40°C. This narrow margin leaves little room for unexpected HVAC failures. By utilizing the X-BLK03, you ensure the cooling air reaches the core of the modules. This practice keeps the system running safely within its intended engineering specifications defined by IEC 61508.
Industrial Solution Scenarios
- Offshore Platforms: Maintaining strict EMC shielding in compact, high-density electrical rooms.
- Chemical Refineries: Preventing corrosive salt-air or dust from settling on internal backplane connectors.
- Future Expansion: Pre-provisioning racks for future I/O modules while maintaining immediate thermal integrity.
Frequently Asked Questions (FAQ)
Q: Will the HIMax system report a software error if a blank panel is missing?
No, the system does not electronically monitor the presence of physical blank panels. However, the internal temperature sensors on adjacent modules may trigger a high-temperature alarm. It is a physical safety requirement rather than a software-monitored one.
Q: Can I remove blank panels to help “vent” a hot rack?
Actually, removing panels makes the situation worse. It breaks the “chimney effect” of the rack’s cooling design. If your rack is overheating, check your external cabinet fans or clearance rather than removing the X-BLK03.
Q: How do blank panels impact the G3 harsh environment rating?
While the panels themselves are passive, they are essential for maintaining the integrity of a sealed or pressurized cabinet. They prevent the ingress of sulfurous gases and moisture that lead to PCB corrosion in G3-rated environments.
For more technical insights and to source genuine safety system components, please visit the official Powergear X Automation Limited website.