ControlLogix Power Supply Sizing Guide | Powergear X Automation
How to Optimize Allen-Bradley ControlLogix Power Supply Sizing for Maximum Uptime
In the world of industrial automation, few errors are as frustrating as intermittent system resets. Engineers often blame software bugs or faulty modules. However, experienced integrators know that improper power sizing is the real culprit. A ControlLogix system powers a plant’s most critical operations. Therefore, calculating electrical loads accurately is not just a best practice; it is a requirement for operational integrity. At Powergear X Automation, we have observed that many field failures stem from a fundamental misunderstanding of backplane current.

Calculating Power Beyond Simple Slot Counts
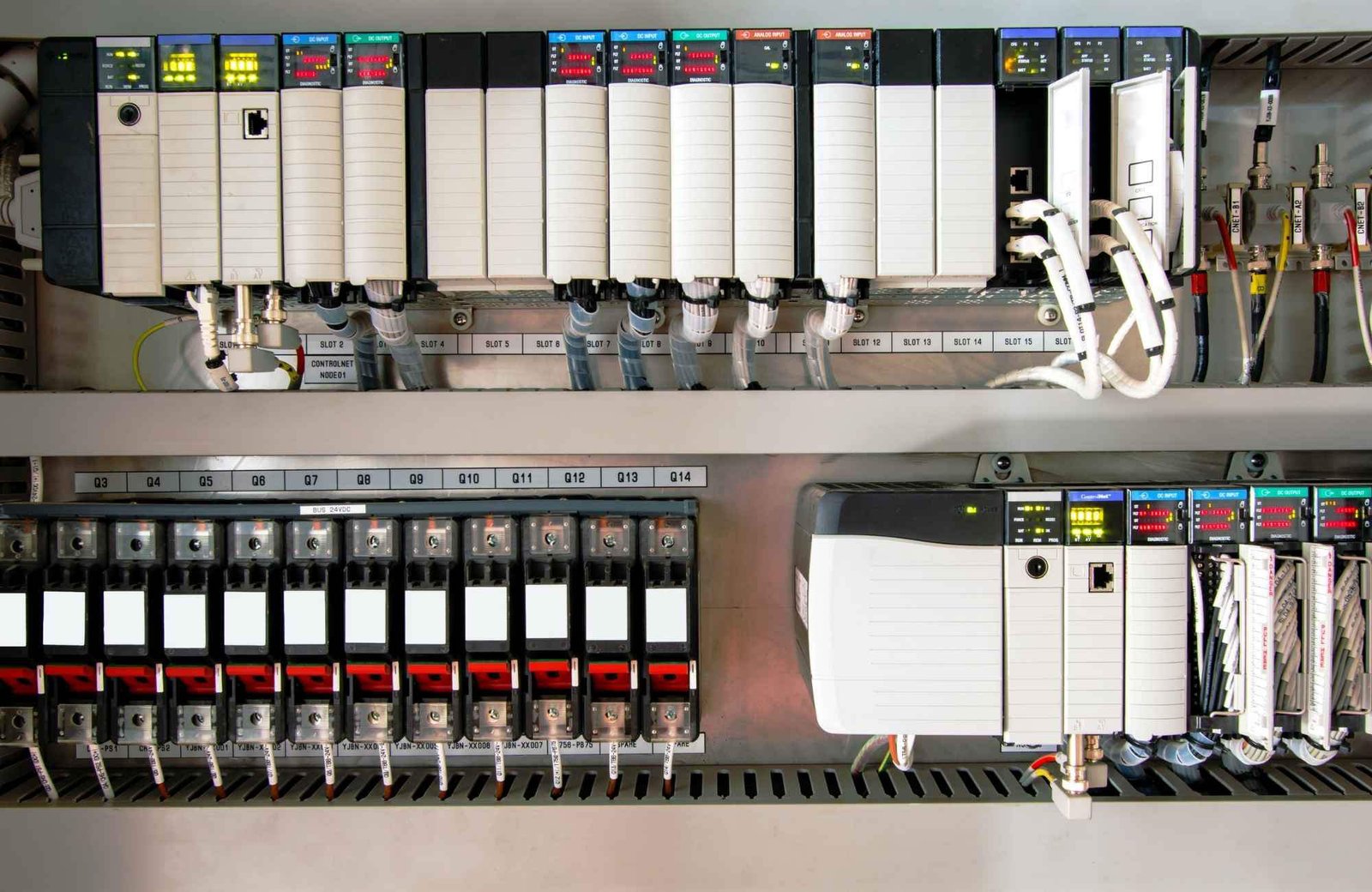
Many technicians mistakenly believe that a 17-slot chassis automatically requires the largest power supply available. In reality, the chassis itself consumes almost no power. The total load depends entirely on the specific modules installed. ControlLogix power supplies, such as the 1756-PA75 or 1756-PB75, provide current to the backplane at specific voltages, primarily 5.1 VDC. To calculate the requirements, you must sum the current draw of every controller, communication bridge, and I/O module listed in their respective datasheets.
Analyzing Module Power Consumption Trends
Modern control systems are becoming increasingly communication-intensive. While a standard digital input module might only draw 0.2 A, a high-performance 1756-EN4TR Ethernet module draws significantly more. Furthermore, motion control and SIL-rated safety modules exert a heavier toll on the backplane. Consequently, a densely packed 7-slot rack running complex motion profiles can easily outdraw a 13-slot rack filled with basic digital I/O. Always prioritize the cumulative amperage over physical space when selecting a PSU.
Implementing the 80% Rule for Long-Term Reliability
Designing a system to run at 100% capacity is a recipe for disaster. Heat is the primary enemy of electronics in factory automation. As temperatures rise inside a control cabinet, the efficiency of the power supply drops. Therefore, Powergear X Automation recommends a “Safety Margin” of 20% to 30%. If your calculated load is 10 A, you should opt for a supply rated for at least 13 A. This buffer accounts for component aging and prevents nuisance tripping during high-demand startup sequences.
Enhancing System Stability with Proper Installation
Reliable hardware requires professional installation techniques. In high-vibration environments like mining or oil and gas, mechanical stability is crucial. Ensure you use end anchors on both sides of the chassis to prevent module shifting. Additionally, external power quality heavily influences the lifespan of your PLC components. We suggest installing a dedicated surge suppressor upstream. This protects the sensitive backplane electronics from voltage spikes caused by large motors or variable frequency drives (VFDs).
Managing Redundant Power Architectures Correctly
Redundancy offers a false sense of security if not maintained. For mission-critical DCS or PLC applications using the 1756-PAR2 system, monitoring is essential. Many engineers forget to map the diagnostic bits into their HMI screens. As a result, a secondary power supply might fail unnoticed, leaving the system with zero redundancy. We recommend periodic “pull-the-plug” tests during scheduled shutdowns. This ensures the switchover mechanism functions perfectly under real-world conditions.
Engineering Technical Requirements Checklist
- Calculate total current draw at 5.1 VDC and 24 VDC.
- Verify that the PSU supports the chassis series.
- Maintain a 25% overhead for future I/O expansion.
- Install dedicated circuit breakers for the PLC rack.
- Use shielded cables for high-density analog modules.
- Check airflow clearance around the power supply heat sinks.
Real-World Application Scenario: High-Speed Packaging
In a recent high-speed bottling line project, the client experienced random “Major Fault” errors on their 1756-L83E controller. Our audit revealed the 10-slot chassis was running at 92% power capacity. Every time the high-speed counters peaked, the voltage dipped slightly. By upgrading from a 1756-PA72 to a 1756-PA75, we eliminated the downtime entirely. For more expert insights and high-quality components, visit Powergear X Automation to find the right solutions for your facility.
Frequently Asked Questions (FAQ)
Q1: Can I mix different brands of power supplies with my ControlLogix chassis?
No. The ControlLogix backplane uses a proprietary physical connection. You must use Rockwell-compatible 1756 power supplies to ensure electrical safety and warranty compliance.
Q2: How often should I replace my PLC power supplies proactively?
In standard factory environments, we recommend replacement every 7 to 10 years. In high-heat or high-vibration areas, consider a 5-year replacement cycle to prevent unexpected electrolytic capacitor failure.
Q3: Does the number of empty slots affect my power calculation?
Empty slots do not consume power. However, they represent potential future load. When sizing your PSU, always account for the modules you plan to add next year, not just what is in the rack today.